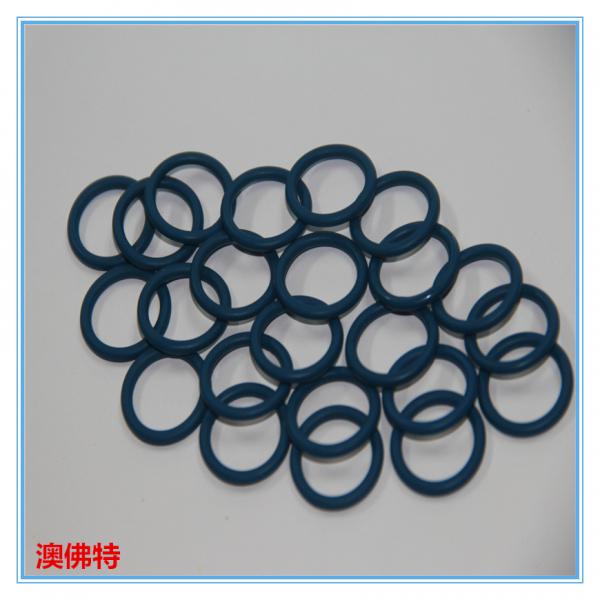
O型密封圈的密封性好,固定时几乎没有泄漏,作为运动时,只在速度较高时才会稍许泄漏,已经被成功运用在汽车等领域,但有时候在生产的时候会出现成型后不连片的情况,影响正常使用,为此我们需要找出原因,并找到对应方法。
O型密封圈不连片:
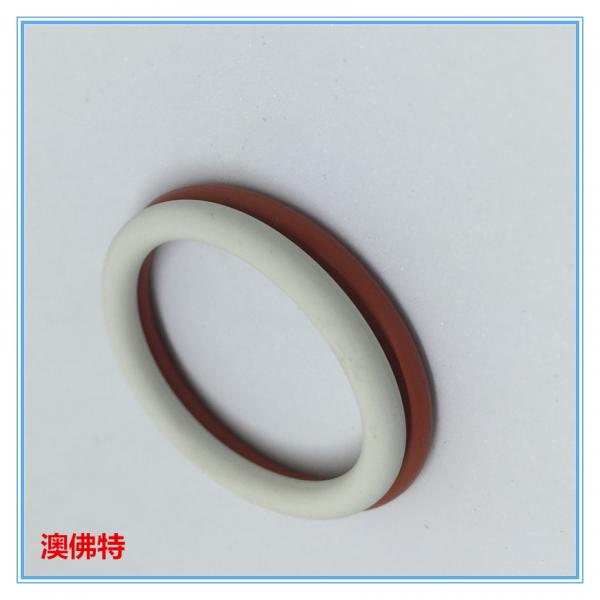
1、澳佛特橡胶制品厂家介绍模温过低。模温过低会造成硅胶O型密封圈成型后不连片的问题,解决方法就是适当调整硫化机上下模温度。
2、压力过大。压力过大也会出现硅胶O型密封圈成型后不连片,所以在操作过程中的解决方法是,增加适量的胶料,其次还有降点压力。
3、胶料过少。胶料过少,一般增加胶料是可以得到解决,只是会有加料会让产品尺寸变大的错感。其实,减尺寸并非完全靠减料来解决的,还可以通过降低压力和增加模温的方式来减少产品的尺寸。
4、模具自拆过于尖锐锋利。可以将模具拿去喷砂,相当于对模具自拆口做一次打磨。但最好不要这么做,因为这是一套硅胶密封圈的模具,对模具自拆要求非常高,硅胶成型模具在持续的使用过程中本来就会磨损,如果再刻意去喷砂打磨,待以后就很难拆边了。
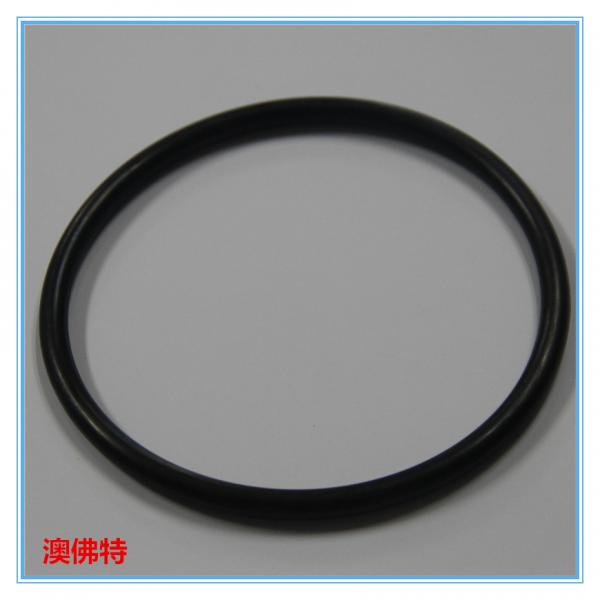
澳佛特橡胶制品厂家介绍对O形圈表面质量的检查,可按GB345212-87标准规定进行,包括错位、开模缩裂、修边过量、流痕、凹凸缺陷等,通常用目测,发现问题可用工具显微镜或投影仪复查,O型密封圈的材质通常用简单易行的燃烧法进行鉴别,如果要求精确鉴定,应送到橡胶厂做成份鉴定。