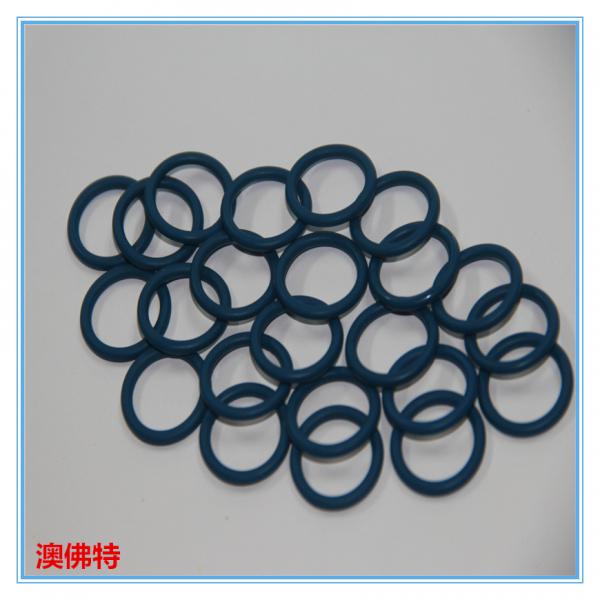
机械密封用辅助密封圈,以采用合成
橡胶O形圈较多。机械密封失效中约有30%是因为O形圈失效而引起的。其失效表现如下:
1. 老化。
高温及化学腐蚀通常是造成橡胶制品硬化、产生裂纹的主要原因。橡胶老化,表现为橡胶变硬、强度和弹性降低,严重时还会出现开裂,致使密封性能丧失。
橡胶在储存保管中,长期曝露在日照下,或接触了臭氧,或储存时间太长,都会发生老化;过热会使橡胶组分分解,甚至碳化。在高温流体中,橡胶圈有继续硫化的危险,最终失去弹性而泄漏。所以有必要了解每一种合成橡胶的安全使用温度。
2. 永久变形。
橡胶密封件的永久变形通常比其它材料更严重。例如,橡胶O形圈使用中变成方形,密封圈长时间处于高温之中,会变成与沟槽一样的形状,当温度保持不变,还可起到密封作用;但温度降低后,密封圈便很快收缩,形成泄漏通道而产生泄漏。因此,应注意各种胶种的使用温度极限,应避免长时间在极限温度下使用。如果不能改变密封运转条件,则要从结构上加以改进,以减轻温度对橡胶材料的不良影响。例如,尽可能地选用截面较大的橡胶O形圈;O形圈要远离摩擦副端面;适当提高O形圈的硬度;采用沟槽式的装配结构(不用推环挤压式结构,勿使弹簧力作用于O形圈上)等等。
3. 溶胀变形。
合成橡胶在某些介质中会发生膨胀、发粘或溶解等现象。因此,应根据工作介质的性质,利用有关资料的图表选择合适的材料。如果对所输送的工作介质的组分不十分清楚,就应进行沉浸试验,以指导合理选材。有些混合溶液可能会侵蚀各种合成橡胶,这时就需要选用聚四氟乙烯作密封圈。
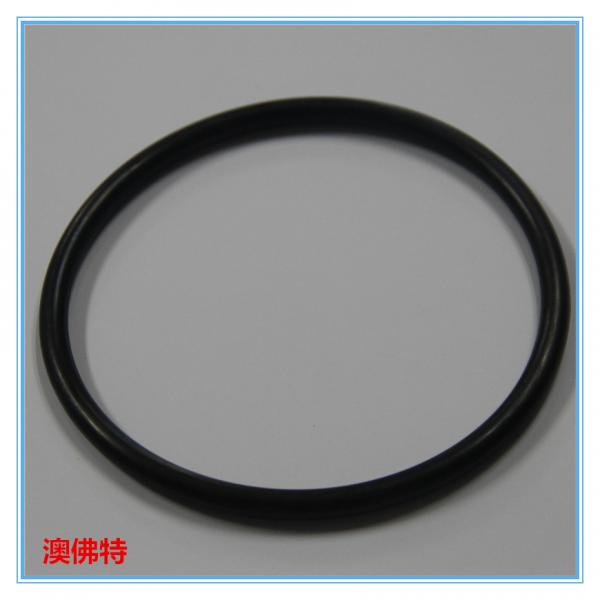
4. 扭曲及挤出损伤。
补偿环矩形槽中的橡胶O形圈,在装配或使用中产生扭转扭曲,其原因有:O形圈的硬度低且端面直径太小,或者是圆断面直径不均,工作压力波动、冲击振动,以及内压小且润滑不良等都能使O形圈产生扭曲。发生扭曲的部件大多数在O形圈的中部。扭曲严重时,该处截面会变细,同时会出现泄漏量和摩擦力增大,防止O形圈扭曲的方法如下:
(1) O形圈在安装前,应在槽内涂以润滑脂,转轴应光洁,保证O形圈滚动自如。
(2) 压缩量应尽量取适宜值,适当放宽槽的宽度使O形圈能在槽内滚动。
(3) 在可选用几种截面的情况下,应优先选用较大截面的O形圈。
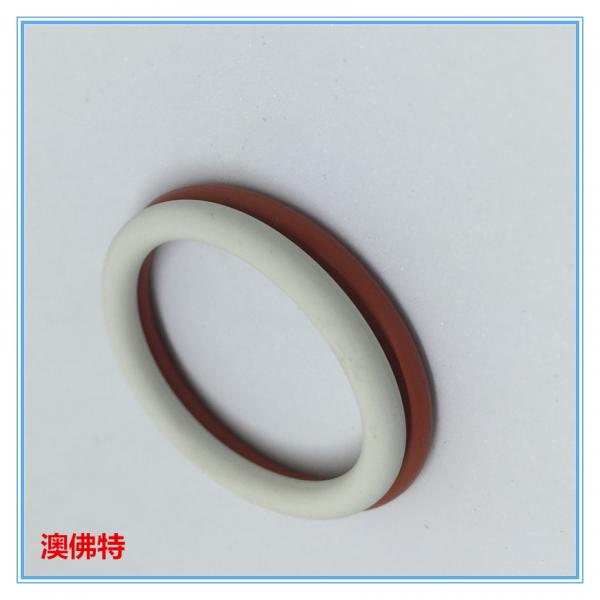
(4) 改用其它不发生扭曲的密封圈,如X形端面的密封圈。
橡胶O形圈在静态和位移运动情况下,总是处于压缩状态,所以在高压工况下存在挤入间隙的倾向。O形圈挤出,即受高压作用的O形圈在间隙处会产生应力集中,当其应力达到一定程度时,O形圈就会形成一道飞边嵌入间隙之中,导致O形圈的磨损或啃伤,使密封件过早失效,酿成介质从密封圈处泄漏,显然,造成挤出的原因主要与压力及密封部位的间隙有关,与O形圈材料的硬度也有关。减小间隙虽然能防止挤出,但是会降低密封环的浮动追随特性。所以,在高压工况下。防止橡胶O形圈的挤出措施是在O形圈沟槽中安装聚四氟乙烯或聚酰亚胺挡圈。对于小截面的O形圈一定要增设聚四氟乙烯或聚酰亚胺材质的挡圈。